模具评测问答 氮化热处理工艺技术运用流程与金属表面处理加工解析

在模具制造与金属加工领域,氮化热处理是一项至关重要的表面强化工艺,能显著提升工件的耐磨性、疲劳强度和耐腐蚀性。以下是常见的氮化热处理工艺技术运用流程及其在金属表面处理与热处理加工中的关键环节解析。
一、常见氮化热处理工艺技术运用流程
氮化热处理主要通过将氮原子渗入金属表面,形成高硬度的氮化物层。主流工艺包括气体氮化、离子氮化和盐浴氮化等,其通用流程可概括为以下步骤:
1. 预处理准备
工件需先进行调质处理(如淬火+高温回火),确保基体具有足够的强度和韧性。随后进行精加工至接近最终尺寸,并进行彻底清洗,去除油污、锈迹等杂质。
2. 装炉与密封
将工件合理摆放于氮化炉中,避免堆积影响渗氮均匀性。对于气体氮化,需将炉膛严格密封,通入氨气(NH₃)或氮氢混合气;离子氮化则需抽真空并通入氮气、氢气等气体。
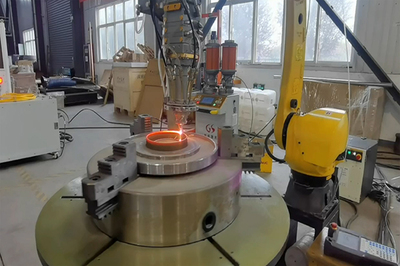
3. 加热与渗氮
缓慢升温至氮化温度(通常480-580°C),避免工件变形。在保温阶段,气体氮化依靠氨气分解产生活性氮原子;离子氮化通过等离子体轰击使氮离子渗入表面;盐浴氮化则利用含氰酸盐的熔盐提供氮源。保温时间根据层深要求而定(一般为10-100小时)。
4. 扩散与控冷
渗氮结束后,可通过调整气氛或温度促进氮原子向内扩散,形成梯度硬化层。冷却多采用随炉缓冷或可控气冷,以减少内应力。
5. 后处理与检验
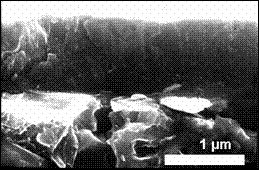
工件出炉后,可能需进行抛光、氧化等辅助处理。最后通过硬度测试、金相分析、层深测量等手段评估氮化效果。
二、金属表面处理及热处理加工中的协同应用
氮化作为表面处理工艺,常与整体热处理结合,形成完整的加工链条:
- 预处理协同:氮化前需进行调质处理,保证基体性能;对于精密模具,可能还需进行去应力退火以减少变形风险。
- 复合工艺拓展:如“氮化+氧化”复合处理,在渗氮层上生成氧化膜,进一步提升耐蚀性;或与PVD涂层结合,形成多层防护体系。
- 加工顺序优化:氮化后工件硬度高,难以切削,因此所有机加工(如钻孔、磨削)应在氮化前完成,仅留微量余量供最后精磨。
三、技术要点与注意事项
- 材料适应性:氮化尤其适用于含铬、钼、铝的合金钢(如H13、38CrMoAl),这些元素能形成稳定氮化物。
- 变形控制:低温氮化(<550°C)可减少热应力,配合均匀加热和装夹设计,能有效控制尺寸变化。
- 环保与安全:盐浴氮化需处理氰化物废料;气体氮化应注意氨气泄漏防护;离子氮化相对清洁,但需规范操作高压电源。
氮化热处理工艺通过严谨的流程设计和参数控制,在模具及金属部件表面形成高性能强化层。在实际加工中,需根据材料特性、工件形状和使用需求,选择合适氮化方法并衔接前后工序,方能实现质量、效率与成本的平衡。
如若转载,请注明出处:http://www.hbhsjspq.com/product/10.html
更新时间:2026-06-05 01:43:20